Esittele lyhyesti ruostumattomasta teräksestä valmistetun pesualtaan valmistusprosessi. Ruostumattomasta teräksestä valmistettujen nielujen valmistukseen kuuluu yleensä raaka-aineiden valinta, tuotantoprosessit, pintakäsittely jne. Yleensä vaaditaan nämä kolme vaihetta, joista tärkeimmät ovat raaka-aineiden valinta sekä tuotanto- ja käsittelyprosessit.
Raaka-aineiden valinta
Tällä hetkellä kotimaisten ruostumattomasta teräksestä valmistettujen pesualtaiden valmistajien yleisesti käyttämät ruostumattomat teräsmateriaalit ovat 0,8-1,0 mm paksuja ruostumattomia teräslevyjä, jotka soveltuvat parhaiten pesualtaiden valmistukseen. Jos levy on liian ohut, se vaikuttaa pesualtaan käyttöikään ja lujuuteen. Jos lautanen on liian paksu, pestyt astiat on helppo vahingoittaa.

Tuotantoprosessi
Ruostumattomasta teräksestä valmistettujen pesualtaiden käsittelyssä on kaksi pääprosessia: hitsaus ja kertamuovaus.
1. Hitsausmenetelmä
Hitsausmenetelmänä on stanssata urapinta ja urarunko erikseen ja sitten yhdistää ne hitsaamalla ja täyttää ja kiillottaa hitsin pinta. Yleensä edessä ei ole hitsausjälkiä. Tämä tuotanto- ja käsittelymenetelmä on yksinkertainen prosessi, ja se voidaan saavuttaa pienillä lävistyspuristinlaitteilla ja yksinkertaisilla muotilla. Yleensä käytetään 0,5-0,7 mm ruostumattomia teräslevyjä. Tällä käsittelymenetelmällä on vähemmän hävikkiä tuotantoprosessin aikana ja kustannukset ovat suhteellisen alhaiset. Siksi tällä menetelmällä valmistetun ruostumattomasta teräksestä valmistetun altaan hinta on suhteellisen alhainen. Nyt niin kauan kuin se on tavallisen valmistajan tuote, hitsausprosessi hitsataan numeerisella ohjausaaltovastushitsauksella ja laatu on hyväksytty. On kaksi tapaa:
1) Ensimmäinen on altaan ja paneelin ympäröivä hitsaus, jota kutsutaan myös saumahitsaukseksi (pohjahitsaus).
Sen etuna on kaunis ulkonäkö. Tiukan käsittelyn jälkeen ei ole helppoa löytää hitsejä, ja altaan pinta on tasainen ja sileä. Haittana on, että jotkut kuluttajat epäilevät sen kestävyyttä. Itse asiassa nykyinen hitsaustekniikka sisältää pääasiassa osakaarihitsauksen ja edistyksellisimmän numeerisen ohjauksen vastushitsauksen, ja laatu on ohi. Tämän hitsausmenetelmän haittana on, että se kuluttaa liikaa materiaalia ja joutuu lävistämään kaksi teräslevyä.
2) Toinen on kahden yksittäisen altaan päittäishitsaus yhdeksi, jota kutsutaan myös puskuhitsaukseksi.
Etuna on, että allas ja paneeli ovat kiinteästi venytettyjä ja muotoiltuja, mikä on vahvaa ja kestävää. Haittapuolena on, että hitsausjäljet ovat helposti havaittavissa ja tasaisuus on hieman huonompi. Itse asiassa jotkin niin sanotut yksivaiheiset kaksisäiliöaltaat eivät ole meistetty yhdestä materiaalista, vaan ne on räätälöity kahdella yksittäisellä altaalla. Kun ostat sen, voit kiinnittää huomiota siihen, että juotosliitos on kahden altaan keskellä, mikä näkyy kääntöpuolelta. Yksi levy lävistetään kahteen pesualtaaseen. Tällaista tekniikkaa ei ole maailmassa. Kaikkein vaikein tehtävä päittähitsatun ruukun kohdalla on varmistaa kattilan tasainen pinta. Jos se voidaan taata, se on todella paras tapa. Koska se käyttää samaa materiaalia kuin yleinen venytys, se voi myös ratkaista yhdistetyn venytyksen venytysongelman.
Altaan hitsauslaatu on kriittisin altaan käyttöikään vaikuttava tekijä. Hyvä hitsaus voi estää ruosteen ja juottamisen. Hitsauksen tulee olla sileää, sileää, tiivistä, ilman väärää hitsausta, ruostepisteitä ja purseita. Kaikki kaksoisaltaat, joiden syvyys ylittää 18 cm, hitsataan. Koska kaksoisallassäiliötä venytetään yli 18 cm samanaikaisesti (säiliön syvyys, ei säiliön ja säiliön sivun kokonaiskorkeus)), se on käsittelytekniikan rajasyvyys.
2. Kertamuotoinen kiinteä venytysmenetelmä (käytetään pääasiassa yksittäiseen uraan)
Tämä ruostumattomasta teräksestä valmistettujen pesualtaiden käsittelymenetelmä on valmistettu kokonaisesta materiaalilevystä, mikä vaatii suhteellisen korkeaa käsittelylaitteistoa ja muotteja. Koska kertamuovaus vaatii levyltä korkeaa laatua ja taipuisuutta, se lävistetään yleensä 0,8-1 mm paksulla ruostumattomalla teräslevyllä. Käytä integroituja muotteja ja maahantuotuja lävistyspuristuslaitteita. Arkin reunan suuren leikkaushäviön vuoksi kertavalumenetelmän tuotannossa ja suurten muotteihin ja laitteisiin tehtyjen investointien vuoksi kustannukset ovat korkeat. Siksi tällä menetelmällä valmistettu ruostumattomasta teräksestä valmistettu pesuallas on kalliimpi.
Kertamuovausprosessi on erittäin suosittu, ja sen valmistusprosessi on vaikea. Tällainen tuotantotekniikka on erittäin vaativa, ja yksiosainen muovausprosessi on erityisen tärkeä prosessi, joka vaatii korkeaa teräslevymateriaalia. Se ratkaisi altaan rungon hitsauksesta aiheutuneen vuotoongelman, että hitsi ei kestä erilaisten kemiallisten nesteiden (kuten pesuaine, ruostumattoman teräksen puhdistusaine jne.) korroosiota. Mutta lautasen pesualtaaseen huuhtelemisessa on monia puutteita, kuten:
1) Muodostetun pesualtaan kokonaispaksuus on epätasainen, suhteellisen ohut, enimmäkseen noin 0,7 mm. Tätä tekniikkaa ei ole voitettu tällä hetkellä, pesualtaan pohja on liian ohut ja parempi altaan paksuus on 0,8-1,0 mm.
2) Pesuallas ei saa olla liian syvä. Koska se on liian syvä, altaan seinämä on liian ohut ja rikki ja liian matala vesi roiskuu helposti ulos, mikä on hankala käyttää.
3) Venytysvesisäiliöt vaativat yleensä korkean lämpötilan hehkutuksen, yleensä yli 1200 asteen lämpötilassa. Tällaisen käsittelyn jälkeen vesisäiliön jäykkyys heikkenee luonnollisesti ja vesisäiliön kovuus heikkenee ehdottomasti.
4) Reunojen käsittelyssä koko venytetty allas on yleensä yksikerroksinen laippa. Toisaalta asennustyöntekijän kädet on hyvin mahdollista leikata. Tärkeintä on, että ei ole "vahvistavaa kylkiluuta" ja paino ei ole tarpeeksi hyvä. Samalla on vaikea saavuttaa tiivistysveden vaikutusta.
5) Joustava kokonaisuus on vaikea olla tasainen.
6) Hinta on liian korkea. Materiaalien ja prosessien äärimmäisen korkeiden vaatimusten vuoksi yhden altaan hinta on käytännössä kasvanut.
Kertamuovattavan altaan etuna on, että materiaali on hitsattua altaan materiaalia parempi, prosessi on monimutkainen ja käsittely vaikeaa. Altaan hitsausprosessi on yksinkertainen, ja levy ei muotoudu hyvin kerralla, mutta suhteellinen hinta on hieman halvempi ja pohjalevyn paksuus on myös paksumpi kuin kertamuovauksen. Yksinkertaisesti sanottuna hitsatun ja yksiosaisen altaan välillä ei ole eroa käytössä. Prosessisyistä johtuen integroitua ruostumattomasta teräksestä valmistettua pesuallasta ei kuitenkaan voida tehdä liian syväksi ja siinä on roiskeveden ongelma. Integroidun pesualtaan näkyvin etu on, että se ei aiheuta vuoto-ongelmia, koska altaan hitsausrako ei syödy useiden kemiallisten nesteiden (kuten pesuaineet, ruostumattoman teräksen puhdistusaineet jne.) vaikutuksesta. Mutta tällä edulla ei enää ole etuja pitkän takuuajan vuoksi.
Pintakäsittely
Ruostumattomasta teräksestä valmistettujen pesualtaiden pintakäsittelymenetelmiä on tällä hetkellä neljä: yksi on himmeä (harjattu), toinen on hiekkapuhallus (matta helmihopea pinta), kolmas on kiillotus (peili) ja neljäs on kohokuviointi.
1. Huurreus (langanveto)
Tällä hetkellä ruostumattomasta teräksestä valmistettujen altaiden käsittelyteollisuudessa laajimmin käytetty pintakäsittelyprosessi on kuorrutus (langanveto). Jotkut valmistajat tekevät kuorrutusprosessin melko yksinkertaisesti, ja kustannukset ovat myös alhaiset. Käytä vain hiomalaikkaa kiillottamiseen. Tällaisilla asiakkailla ei ole kovin korkeita vaatimuksia materiaalin pinnalle. Pieni pintavika poistuu usean kiillotuksen jälkeen.
Tällä hetkellä jotkin ruostumattoman teräksen jakeluyksiköt Wuxissa ja Zhejiangissa ovat ottaneet käyttöön koko telan öljynhiontalaitteet, mikä nostaa kynnystä ruostumattomasta teräksestä valmistettujen altaiden käsittelyyrityksissä. On kiinnitettävä enemmän huomiota tuotteen pinnan laatuun. Tietenkin koko telan öljyjyrsintä on myös materiaalin pinnan laadun testi, mukaan lukien asiakkaan vaatima pintakäsittelytapa, tekstuurin suunta jne. Tässä käsittelyssä helposti ilmenevät viat prosessi on värieronauha, värähtelykuvio sekä kuvion painauma ja syvyys, jotka aiheutuvat sammutuksesta tai hihnan vaihdosta käsittelyn aikana.
2. Hiekkapuhallus (matta helmihopea pinta)
Ruostumattomasta teräksestä valmistetun altaan vaikutus hiekkapuhalluksen jälkeen on helmiäismatta. Sen etuna on, että se ei tartu öljyyn, ja se on erittäin kaunis. Tämä pintakäsittelyprosessi on erittäin suosittu ja muodikas Euroopassa. Joidenkin kodinkoneiden pintakäsittelyssä lähes kaikki vientivalmistajat omaksuvat tämän käsittelytavan. Hiekkapuhalluksessa käytetään pääasiassa ruiskupuhalluslasihelmiä ja sitten kemiallista pintakäsittelyä.
3. Kiillotus (peili)
Kiillotus (peili) on alkuaikoina laajalti käytetty pintakäsittelytyyli. Riippumatta siitä, turvautuipa se aluksi manuaaliseen kiillotukseen tai myöhemmin mekaaniseen kiillotukseen, se oli tasaisen ja heijastavan pinnan tavoittelua. Mitä tasaisempi pinta on, sitä korkeampi heijastusaste. Kiillotuksella on korkeat vaatimukset itse materiaalille ja pinnan laatua on vaikea valvoa käsittelyn aikana ja se on myös helpoin naarmuuntua. Ja pitkän ajan kuluttua peiliefekti on poissa.
4. Kohokuviointi
Kohokuvioitu tyyli on valmistettu kohokuvioidusta materiaalista. Tätä materiaalia ei ole varastossa kotimaisilla terästehtailla, ja tämän materiaalin tuotantotekniikka ei ole vain terästehtaiden käytettävissä, joten sen hinta on suhteellisen korkea. Kohokuvioitu materiaali on erittäin kulutusta kestävää. Olen henkilökohtaisesti sitä mieltä, että jos tämän materiaalin suosio voi olla yhtä suosittu kuin muiden pintakäsiteltyjen materiaalien, se tulee myös markkinoille.

Ruostumattomasta teräksestä valmistetun pesualtaan erityinen muovausprosessi
1. Venytysmuovaus
1) Kone: käytä yleensä suurempaa hydraulipuristinta (200T) tai enemmän levyn venyttämiseen.
2) Muotti: Kulma ei saa olla liian suora, yleensä suoraan φ10:n yläpuolella, rakenteen tulee olla kohtuullinen.
3) Materiaali: Yleensä levyn paksuuden on oltava 0,8-1,0 mm. Jos se ylittää tämän alueen, jopa 500T hydraulipuristin on heikko.
4) Lämpökäsittely: Koko venytetty vesisäiliö tarvitsee yleensä korkean lämpötilan hehkutuskäsittelyn, yleensä yli 1200 asteen lämpötilassa, sisäisen jännityksen poistamiseksi venytyksen jälkeen.
5) Pintakäsittely: langanveto, kiillotus, kiillotus (yleensä sileä).
6) Prosessi: Vetoöljyn lisäämisen jälkeen levyä voidaan venyttää tasaisesti, hehkutuskäsittely muodostuksen jälkeen ja pintakäsittely.
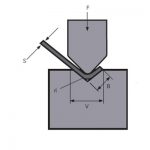
2. Käsin muovaus
1) Kone: Käytä yleensä puristusjarrutaivutuskonetta, hydraulista puristinta muotoiluun ja argonkaarihitsauskonetta hitsaukseen.
2) Kiinnikkeet: taivutuskiinnikkeet, hydrauliset puristusmuotit.
3) Materiaali: Koska prosessissa käytetään taivutusta, levyn paksuutta ei ole rajoitettu, ja kohtuullinen paksuus valitaan yleensä talouden mukaan.
4) Hitsaus: Materiaalin paksuuden mukaan voidaan valita erilaisia hitsausvirtoja, esim. alle 220A hitsausvirtaa käytetään 1,2mm:lle.
5) Pintakäsittely: langanveto, kiillotus, kiillotus (yleensä sileä).
6) Prosessi: Yleensä levy taivutetaan ja muotoillaan ensin, sitten sivusaumat hitsataan kuten origami-laatikko, ja lopuksi suoritetaan pintakäsittely.
Liittyvät tuotteet
 Liity joukkoomme tekemään SUURETTA LIIKETOIMINTAA!
Liity joukkoomme tekemään SUURETTA LIIKETOIMINTAA!- Kuinka käyttää giljotiinileikkauskonetta
- WILA Tehokas ratkaisu keskikokoisten ja paksujen levyjen taivutukseen
- Kuinka valita sopiva puristusjarrun taivutuskoneen muotti
- Mistä puristusjarrusuuttimet on tehty? Mikä on Press Brake Tooling?
- Taivutuskoneen muotin tavanomainen taivutusjärjestys ja päivittäisen käytön eritelmät
- Kantonin messut
- QC11Y 12x6000mm hydraulinen giljotiinileikkaus toimitettiin Argentiinaan
- 10 parasta giljotiinileikkauskoneiden valmistajaa
- 1000W 1500W 2000W manuaalinen käsikäyttöinen laserhitsauskuitu laserhitsauskone ruostumattomasta teräksestä valmistettuun metallilevyyn