Keskikokoisia ja paksuja levyjä käytetään laajasti eri aloilla jännitysosina, kuten puskutraktoreissa, kaivinkoneissa, kuormaajat, rautateiden henkilöautot ja muut rakennuskoneet ja veturit. Keskikokoisilla ja raskailla levyillä tarkoitetaan yleensä metallilevyjä, joiden paksuus on 4,5–25 mm. Keskiraskaiden ja raskaiden levyjen muovausmenetelmiä ovat pääasiassa: puristusjarrutaivutusmuovaus, valssauskonemuovaus ja puristusmuovaus. Taivutus (taitto) on laajalti käytetty ja runsas tuotelinjan muotoilumenetelmä keskipaksuille ja paksuille levyille.
Levyn taivutuksen vaikeudet ovat pitkät työkappaleet, korkea paine, vaikea muotoilu, alhainen tehokkuus ja vaikeasti hallittava tarkkuus. Taivutuksen lopputulos on materiaaliparametrien, prosessiparametrien ja muottiparametrien kattava heijastus. Näiden parametrien järkevä suunnittelu on avain keskikokoisten ja paksujen levyjen taivutuskyvyn parantamiseen.

Puristusjarrun vetoisuus (puristinjarrun taivutuskone)
Ensimmäinen keskikokoisen ja paksun levyn taivutuksen kohtaama ongelma on puristusjarrutaivutuskoneen vetoisuuden valinta ja se, vastaako telineen ja muotin kantokyky vaatimuksia.
Puristusjarrun taivutuskone kohdistaa voiman F ohjatakseen keskinäistä liikettä ylemmän ja alemman muotin välillä, jolloin levy taivutetaan. 90° hiiliteräslevyjen taivutuksessa WILA antaa levyn jännityskuorman empiirisen arvon taulukon 1 mukaisesti. Kun hiiliteräksen paksuus on 20mm, voidaan valita alempi muotti V=160mm. Tällä hetkellä taivutuskoneen voimakuorma on 150t/m.
F = voima pituusyksikköä kohti (t/m);
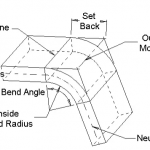
S = materiaalin paksuus (mm);
ri = sisäkulman taivutussäde (mm);
V = alempi suuttimen aukon koko (mm);
B= lyhin laipan reuna (mm) );
alumiini: F×50 %;
alumiiniseos: F×100 %;
ruostumaton teräs: F×150 %;
meisto ja taivutus: F×(3~5)

Raskas hydraulinen puristin
WILA raskaiden ylempien hydraulisten puristimien kantomenetelmiä ovat yläkuorma ja olkapääkuorma, ja enimmäiskuorma on 250t/m ja 800t/m. Valaisimen voimaa kantava pinta käyttää CNC-syväkarkaisukarkaisutekniikkaa. Rockwell-kovuus on 56 ~ 60 HRC, ja karkaisu syvyys on jopa 4 mm, jolla on korkea kovuus ja vahva kulutuskestävyys. Hydraulipuristin käyttää hydraulista nopeaa kiristystä, ja hydrauliletkun laajeneminen ohjaa puristustapin liikettä siten, että muotti asettuu automaattisesti paikalleen ja taivutuslinja on automaattisesti keskitetty. Taivutusmuotissa, jonka kokonaispituus on 6 metriä, kestää vain noin 5 sekuntia, ennen kuin hydraulinen kiinnitys on täysin kiinnitetty, ja kokonaisvaltainen käyttöteho on 3–6 kertaa korkeampi kuin tavallisella manuaalisella kiinnitysjärjestelmällä.

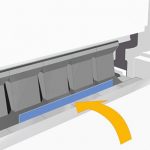
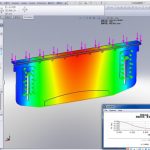
Raskaiden koneiden kompensointityöpöytä
Keskipaksujen ja paksujen levyjen taivutukseen WILA:n uuden tason versio raskaasta mekaanisesta kompensointipöydästä ei vain täytä helposti kuormitusvaatimuksia, vaan myös kompensoi taivutuskoneen taipumaa ja muodonmuutosta. Mekaaninen kompensointityöpöytä käyttää hydraulista kiinnitystä, pinnan tarkkuus voi olla ± 0,01 mm, kalliokuvon kovuus on 56 ~ 60 HRC ja karkaisu syvyys on jopa 4 mm. Mekaaninen kompensointityöpöytä käyttää WILA:n yleistä UPB-asennusliitäntää, joka on helppo asentaa ja jolla on suurempi tarkkuus. Siinä on myös omat Tx- ja Ty-suuntasäädöt, jotka voivat varmistaa, että työpöytä ja taustamitta pysyvät samansuuntaisina etu- ja takasuunnassa ja voivat suorittaa paikallisen kulmapoikkeaman korjauksen.

Voimakkaasti taipuva meisti/työkalu
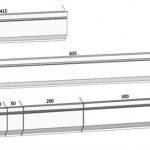
Levyn paksuudesta johtuen keskikokoisten ja paksujen levyjen taivutukseen valitaan yleensä alempi muotti, jossa on suurempi aukkokoko (V24 ~ V300) ja muotti, jolla on suurempi kantavuus. Muotin kokonaismitat ovat yleensä suuret ja muotin paino on ylittänyt käyttäjän normaalin käsittelykapasiteetin. WILAn patentoima E2M (Easy to Move) -tekniikka mahdollistaa rullalaakereiden avulla kuljettajien siirtämisen raskaita taivutusmuotteja kätevästi, turvallisesti ja nopeasti, mikä säästää huomattavasti muotinvaihto- ja koneen säätöaikaa.
Asiakkaiden tarpeisiin sopivia taivutusmuotteja, joissa on erilaisia veitsimuotoja ja alempia muottiaukoja, kuten suorat veitset, hanhenkaulaleikkurit, fileemuotit ja multi-V-muotit. Keskeisten osien tarkan hionnan ansiosta muotin mittatarkkuus on jopa ±0,01 mm. CNC-syväkarkaisu- ja karkaisutekniikan käsittelyn avulla muotin kovuus voi olla 56–60 HRC ja kovetetun kerroksen syvyys voi olla 4 mm.

Keskikokoisten ja paksujen levyjen taivutukseen eri levypaksuuksilla WILA tarjoaa myös Multi-V-muotteja, joita on saatavana kahdessa muodossa: automaattisesti säädettävä V-portti ja manuaalisesti säädettävä V-portti, kuten kuvassa 6. Numeerisen ohjausmoottorin kautta tai säätölohko, alemman muotin V-aukon kokoa voidaan säätää mielivaltaisesti levyn ominaisuuksien mukaan, mikä sopii erityisen hyvin keskikokoisten ja paksujen levyjen taivutukseen, joilla on korkea palautumiskyky ja korkea lujuus. Samaan aikaan Multi-V-muotissa on karkaistuja teloja, joilla on alhainen kitkakerroin, mikä voi vähentää huomattavasti taivutusosien ulkoisia ryppyjä, ja samalla se voi vähentää taivutusta 10% ~ 30% verrattuna perinteinen alamuotti.

Liittyvät tuotteet
 Kuinka valita hydraulipuristimen jarrukoneen vetoisuus
Kuinka valita hydraulipuristimen jarrukoneen vetoisuus- Käytä CNC-taivutuskoneen taitoja
- CNC-puristinjarrun taivutuskoneen toimintaperiaate ja koostumus
- Kuinka valita sopiva puristusjarrun taivutuskoneen muotti
- Taivutuskoneen muotin tavanomainen taivutusjärjestys ja päivittäisen käytön eritelmät
- Miksi lisätä kompensointijärjestelmä puristusjarrun taivutuskoneeseen
- Kuinka laskea puristusjarrun taivutusvara
- China Press Brake Taivutuskoneen muotti
- Mistä puristusjarrusuuttimet on tehty? Mikä on Press Brake Tooling?
- Puristusjarrukoneen edut ja haitat