Puristusjarrutaivutuskone suorittaa pääasiassa levyn suoraviivaista taivutusta. Yksinkertaisten muottien ja prosessilaitteiden avulla metallilevy voidaan puristaa tiettyyn geometriseen muotoon, ja se voidaan myös käsitellä venyttämällä, lävistämällä, lävistämällä ja puristamalla aallotus. Varsinaisessa tuotannossa CNC-puristinkonetta käytetään pääasiassa metallilaatikoiden, laatikoiden kuorien, U-muotoisten palkkien ja suorakulmioiden geometristen muotojen taivuttamiseen. Sen käsittelyn etuna on korkea taivutussuoruus, ei hammasjälkiä, ei kuoriu, ei ryppyjä jne.
CNC-taivutuskoneiden valmistusteknologian jatkuvan kehityksen myötä suurin osa peltiä valmistavista yrityksistä on suosinut sen etuja, kuten korkea paikannustarkkuus, mukavuus, nolla-aktiivisuushäiriöiden kompensointi ja jalostettujen tuotteiden hyvä johdonmukaisuus. Kuitenkin rajallisilla toiveilla taivutuskoneen paremmasta hyödyntämisestä ja sen toimintojen ja etujen täyttämisestä on tullut ongelma, johon CNC-puristinjarrutaivutuskonetta käyttävät valmistajat kiinnittävät huomiota ja jotka on kiireellisesti ratkaistava. Pitkän aikavälin valmistus- ja käyttöprosessissa Zhongrui on laajentanut tehokkaasti taivutuskoneen toimintoja ja kerännyt kokemusta lisäämällä aputyökaluja, muuttamalla olemassa olevia muotteja ja hyödyntämällä joustavasti työmaan. Tämä artikkeli ottaa esimerkkinä Zhongruin CNC-puristinkoneen DA66T ja esittelee sen käyttötaidot yksityiskohtaisesti.
Lisää aputyökalut
Jos haluat tehdä jarrupuristimesta joustavan ja helppokäyttöisen, aputyökalujen lisääminen on välttämätöntä. Aputyökalujen lisääminen ei voi vain laajentaa CNC-taivutuskoneen käsittelyaluetta, vaan myös parantaa käsittelyn tehokkuutta.
1) Siirtymälevy (avustettu keskilevy nopeaan muottiin)
Taivutuskoneen avautumiskorkeus viittaa ylemmän ja alemman työpöydän väliseen etäisyyteen. Koska CNC-taivutuskoneella DA66T on suurempi avautumiskorkeus, harkitse suuren aukon käyttöä prosessointialueen laajentamiseksi. Kuten kuvasta 1 näkyy, toisen siirtymälevyn lisääminen alkuperäiseen siirtymälevyyn voi nostaa osan sivutaivutuskorkeutta (jopa 85 mm), jolloin voidaan suorittaa syvätyöstö korkeammilla sivutaivutettavilla reunoilla. Itse tehty siirtymälevy voi räätälöidä siirtymälevyn leveyden omien yleisten osien mukaan ja se soveltuu parhaiten pienten osien käsittelyyn, joissa molemmilla puolilla on korkeammat taivutusreunat.

2) Etupaneelin kulma
Kuten kuvasta 2 näkyy, koneen etuosassa on kulma, johon voidaan sijoittaa pieniä osia ja lyhentää osien ottamiseen kuluvaa aikaa. Samaan aikaan asennetaan pieni työpöytä helpottamaan pienten työkappaleiden käsittelyä ja keräämistä.

Hyödynnä muotti täysimääräisesti
CNC-puristinjarrun taivutuskoneen käyttö riippuu pääasiassa ylä- ja alamuoteista. Jos muottien määrä on pieni ja sovellus ei ole joustava, työstökoneen työstöalue on huomattavasti rajoitettu. Siksi kiinteissä olosuhteissa olemassa olevan muotin toiminnan maksimointi optimoidun yhdistelmän ja osittaisen muuntamisen avulla on ongelma, jota jokaisen työstökoneen käyttäjän on mietittävä. Seuraavassa on laajennustoiminto, jota käytämme vaihtamalla CNC-taivutuskoneen muotin Johdanto.
1) Ylempi muotin hiontakärki R
Kun ylempää suulaketta käytetään pitkään, sen kärkien kuluminen muuttuu epäsäännöllisesti. Muotin korkeus muuttuu eikä taivutustarkkuutta voida taata. Hiomalla, korjaamalla kärkeä R ja sovittamalla suuremmalla V:n muotoisella uralla paksuja levyjä voidaan taittaa. Tämä pidentää muotin käyttöikää.
2) Vaihda romumuotteja tasauksen saavuttamiseksi
Komposiittisen taivutusmuotin puuttuessa on esimerkkinä kuolleen reunan puristamisen muodostusongelman ratkaiseminen. Kuollut reuna on taivutettu muoto, jossa kaksi kerrosta menevät päällekkäin, ja sitä käytetään yleensä vahvistamiseen. Yleensä yli 2 mm:n levyssä ei ole juuri mitään puristuskuollutta reunaa. Purista kuollut reuna on muodostettava yhdistelmätaivutusmuotilla, ja se on jaettava useampaan kuin kahteen muodostuvaan prosessiin.
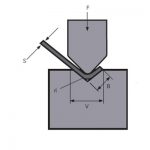
Yleisesti käytetty menetelmä on käyttää yhdistelmätaivutussuutinta, kuten kuvassa 3. Ensimmäisessä vaiheessa materiaali taitetaan 30°:een ja toisessa vaiheessa 30° taivutuskulma asetetaan taivutuskulman etupäähän. yhdistemuotti, ja materiaali taitetaan kuolleeksi reunaksi. Mutta meillä ei ole komposiittitaivutusmuotia, vain 30° teräväkulmainen taivutussuulake. Suorita komposiittitaivutusmuotin ensimmäinen vaihe olemassa olevalla muotilla, ja toinen vaihe löytää vain toisen menetelmän. Toisessa vaiheessa ylä- ja alamuotti ovat molemmat litteitä. Analyysin jälkeen olemassa olevan kaksois-v-uurteisen alamuotin keskiosaa voidaan käyttää tasoosana ja ylämuotti etsii tasoa. Poista olemassa oleva romutettu ylämuotti ja hio veitsen reuna tasaiseksi, mikä ratkaisee puristimen kuolleen reunan muodostumisongelman.

Käyttämällä tätä muokattujen muottien sarjaa voidaan myös litistää. Varsinaisessa työstössä työstökoneiden käyttäjät tekevät joskus virheitä, mukaan lukien taivutusreunat tai taivutusmitat, jotka eivät ole samat. Siinä tapauksessa, että osan pintavaatimukset eivät ole korkeat, on sääli romuttaa osa, vain lyödä taivutusreuna tasaiseksi. Knockout on erittäin työlästä, mutta se voidaan helposti tasoittaa käyttämällä yllä olevaa muottiyhdistelmää. Osat voidaan helposti puristaa käsin ylä- ja alamuottiin, minkä jälkeen osat tasoitetaan CNC-taivutuskoneella.
Taidot käytön aikana
1) Taivutusmuottien ja käsittelymateriaalien sijoittaminen
Suunnitelmaa laadittaessa tulee ottaa huomioon seuraavat tekijät:
a. Järjestä saman paksuiset materiaalit yhteen;
b. Järjestä saman mallin muotit yhteen;
c. Samanmuotoiset muotit on järjestetty yhteen.
Tämä voi lyhentää muotin vaihdon aikaa ja tiheyttä.
2) Kapeiden ja pienten osien suorakulma-asemointi
Kun taivutusosa on kapea ja pitkä, sitä ei ole helppo paikantaa. Käsittelyn aikana käy usein niin, että päätöksen jälkeinen asemointi ja taivutettu osa on helppo kallistaa. Siksi muotti liimataan kuvan 4 menetelmällä alempaan muottiin oikean kulman varmistamiseksi. Näin taivutettaessa osaa ei ole helppo kallistaa.

3) Kolmion muotoisten osien taivutus
Kun taivutusosat ovat taipuneet, teräväkulmaisia osia ei ole helppo olla lähellä takaviivaa. Yleensä, kun pienin mitta L ≤10 mm välittömästi takasääntö, paikannuslaite tulee harkita. Varsinaisessa työssä suunnittelu ja prosessit jäävät helposti huomiotta, ja tällaisia ongelmia esiintyy usein. Käsittelyssä osan koon mukaan määritetään, että yksi kappale on kohdistettu taivutusmuotin kanssa ja kaksoiskappale on kohdistettu alustan kanssa.
4) Lisää ohut levy R
Asiakkaiden erilaisista tarpeista johtuen myös vaadittava R-arvo taivutusreunassa on erilainen. Käsittelyssä osille, jotka eivät vaadi suurta mittatarkkuutta, lisää R-arvoa taustalevyllä, jotta vaadittu R-arvo voidaan saada taivutuksen jälkeen. Suunnitteluvaatimusten mukaan R viittaa V:n ja sisemmän R:n väliseen suhteeseen levyn paksuuden valitsemiseksi ja sen taittamiseksi kuvan 5 mukaiseen muotoon. Käytä ylemmän muotin kiinnittämiseen puristinta. Tämä menetelmä on helppokäyttöinen ja sitä voidaan käyttää useissa kerroksissa.

5) Yksiosainen ja useita muottiasetuksia
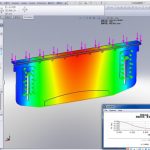
Zhongrui käytti esittelynä DA66T CNC-taivutuskonetta kahdella hydraulisylinterillä. Kokeiltu kuvassa 6 esitettyä monimuottikokoonpanoa, eli saman mallin ylä- ja alamuotit asennetaan osissa kerralla, mikä voi suorittaa koko osan useiden mutkien käsittelyn, mikä vähentää muotin asennusaikaa ja osien toistuva käsittely. Tällä hetkellä markkinoille on ilmestynyt tasakorkuinen taivutuspäällinen. Ylämuotin korkeus on tasainen ja samalla pöydällä voidaan käyttää myös erimuotoisia muotteja. Tällä tavalla on mahdollista suorittaa eri muottien segmenttitaivutus.

6) Ohjelmatiedot tyypillisistä osista
Kun tyypilliset osat on käsitelty, käsittelyparametrit tulee tallentaa ajoissa ja ohjelma tulee tallentaa taivutuskoneen varastoalueelle osan piirustusnumerolla, jotta sitä voidaan käyttää uudelleen tulevaisuudessa, mikä vähentää huomattavasti sarjaa. valmisteluista ennen taivutusta. Voit myös tehdä taulukon, joka sisältää osan nimen, piirustuksen numeron, grafiikan, materiaalin ja taivutusparametrien erityiset asetukset. Pöytä on jaettu teräslevyihin, alumiinilevyihin ja ruostumattomiin teräslevyihin. Jokainen tyyppi erottuu materiaalin paksuudesta. Tyypillisten osien löytämiseen kuluva aika lyhenee. Prosessikorttiin yhdistettynä tämä on erittäin kattava käsittelyohje. Jopa uudet työntekijät, joilla on vähän kokemusta, voivat seurata kehotteita käsitellä osia.
7) Muotin pituus ei riitä taipumaan osissa
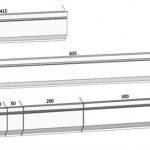
Paikan päällä tapahtuvassa käsittelyssä käy usein niin, että muotin pituus on pienempi kuin taivutusreuna. Koska monet erikoismuotit määräytyvät kiinteiden tuotteiden käytön mukaan, segmentoitua taivutusmenetelmää käytetään, kun muotin pituus on pienempi kuin taivutusreuna. Kun muotin pituus on lähellä taivutusreunaa, revi reuna kohtisuoraan taivutusreunaan nähden ja taita sitten taivutusreuna haluttuun kokoon osissa. Kuva 7a on taivutetun osan vasen puolisko ja kuva 7b on taivutetun osan oikea puolisko.

8) Käytä takamittarin nastaa asentoon
Kun taivutetun osan koko on suuri ja asentoinnissa käytetään takamittaria, osat usein uppoavat oman painonsa vuoksi, kädessä pidettävä osa on lyhyt, eikä käyttäjän ole helppo pitää työkappaleesta kiinni. Osien tason varmistamiseksi takaviivaan on järjestettävä käyttäjä, joka pitää osat vaakasuorassa käsin. Siksi tällaisia osia käsiteltäessä on järjestettävä 2 käyttäjää. Työssä on todettu, että takamittari voidaan laskea tiettyyn kokoon ja paikannukseen käytetään takamittarin nastoja ja osat asetetaan vaakasuoraan takamittarin päälle. Tämä ei ainoastaan vähennä toimijoiden määrää, vaan takaa myös tehokkaasti koneistustarkkuuden.
9) Syvä suljettu muototaivutus
Varsinaisessa käsittelyssä voidaan joustavasti käyttää syväsuljettua muototaivutuskäsittelyä. Suljetun syvätaivutussuuttimen puuttuessa osia taivutettaessa kuvassa 7 esitetyllä tavalla otetaan käyttöön kuvan 8 mukainen puristustila. Erottele siirtymälevy, etäisyys on hieman suurempi kuin osan leveys ja koko on jaettu kohtuullisesti, ja kaksi osaa voidaan taivuttaa kerralla.

Yllä esitellyt prosessointimenetelmät ja -tekniikat voivat ratkaista monien samankaltaisten osien prosessointiongelmia tuotteissa, ja ne soveltuvat erittäin hyvin useiden lajikkeiden, pienten erien ja lyhyiden tuotantosyklien tuotteiden kehittämiseen. Näiden menetelmien avulla ei vain säästy työkalukustannuksissa, vaan myös tuotanto- ja käsittelysykliä voidaan lyhentää, tuotantokustannuksia pienentää ja tuotteen laatua parantaa. Näitä prosessointimenetelmiä ja käyttötaitoja voidaan soveltaa ja edistää myös rakenteeltaan samanlaisilla CNC-puristinjarrutaivutuskoneilla.
Liittyvät tuotteet
 Kuinka valita hydraulipuristimen jarrukoneen vetoisuus
Kuinka valita hydraulipuristimen jarrukoneen vetoisuus- WILA Tehokas ratkaisu keskikokoisten ja paksujen levyjen taivutukseen
- Kuinka valita sopiva puristusjarrun taivutuskoneen muotti
- Taivutuskoneen muotin tavanomainen taivutusjärjestys ja päivittäisen käytön eritelmät
- Miksi lisätä kompensointijärjestelmä puristusjarrun taivutuskoneeseen
- CNC-puristinjarrun taivutuskoneen toimintaperiaate ja koostumus
- China Press Brake Taivutuskoneen muotti
- Kuinka laskea puristusjarrun taivutusvara
- Mikä on Press Brake Crowning
- 2021 Metal Brake Machinen lopullinen opas